
Hướng dẫn sử dụng phần mềm Simplify 3D
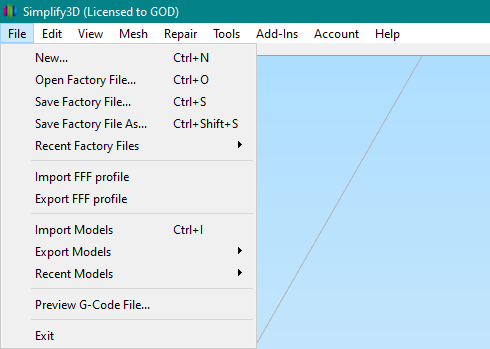
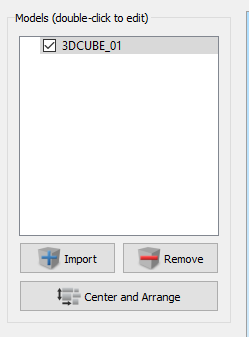
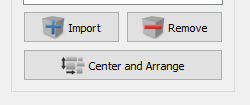
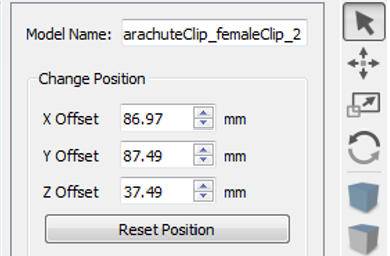
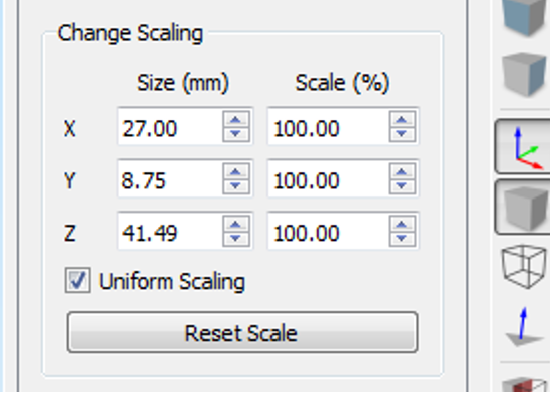
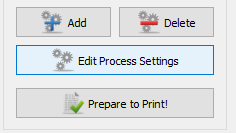
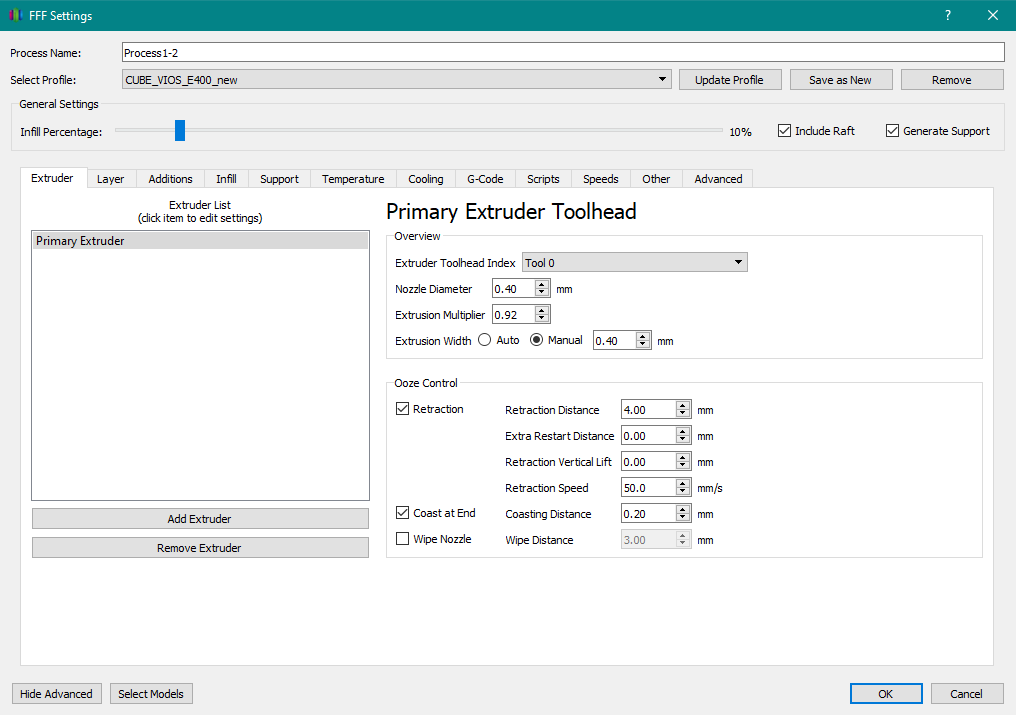
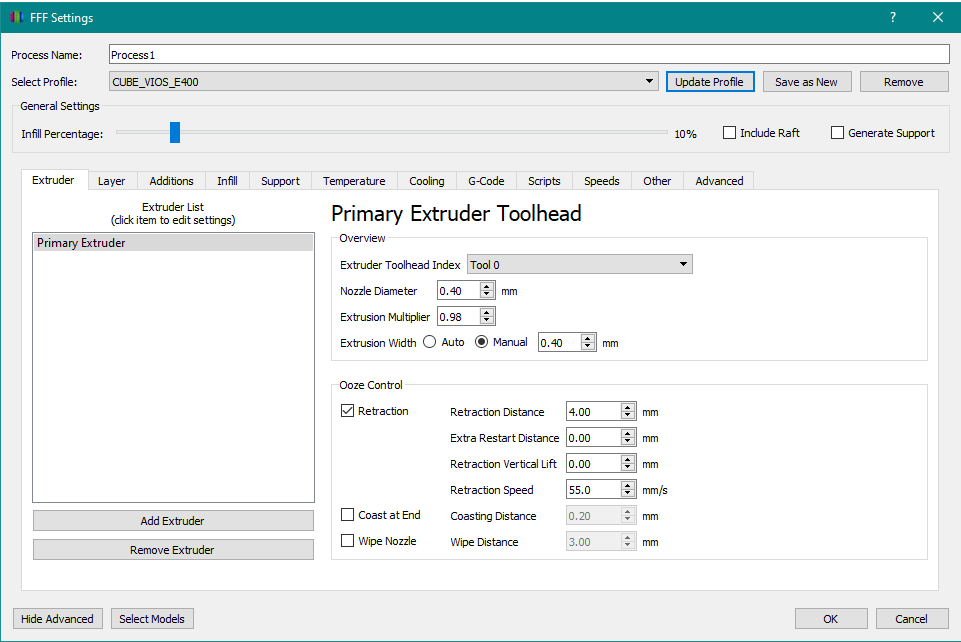
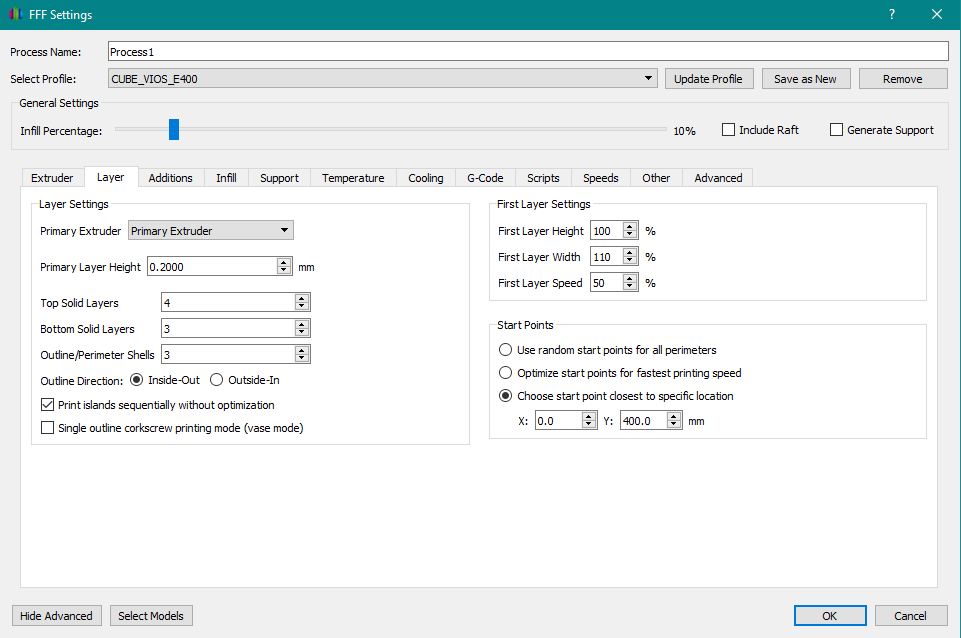
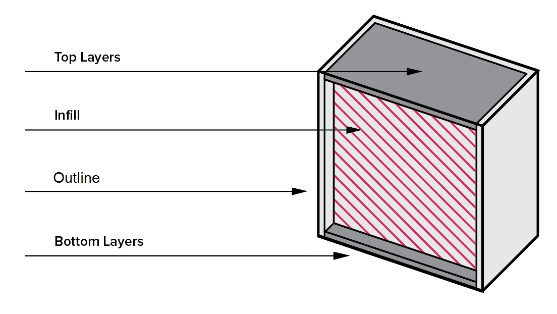
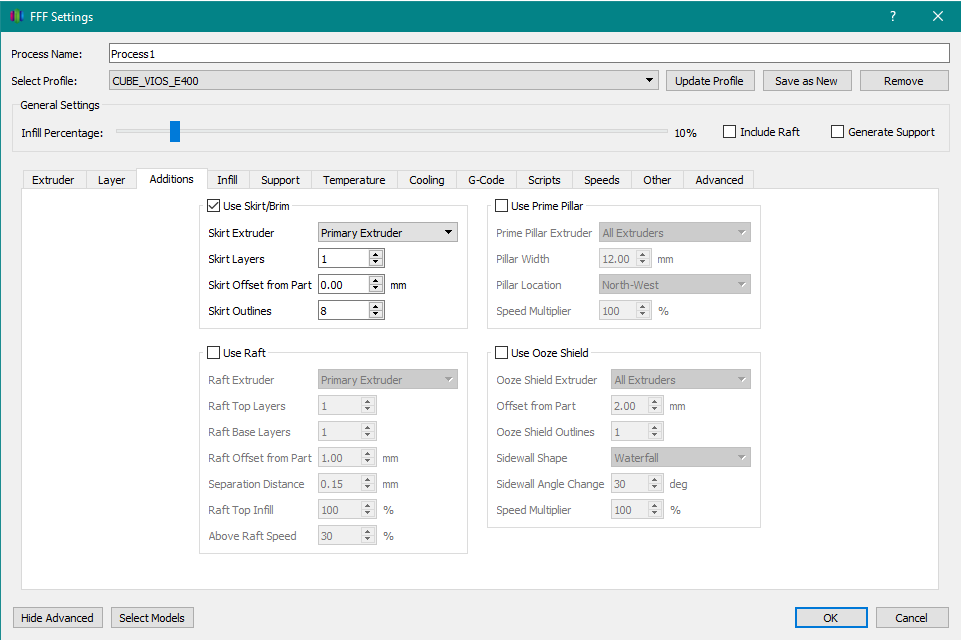
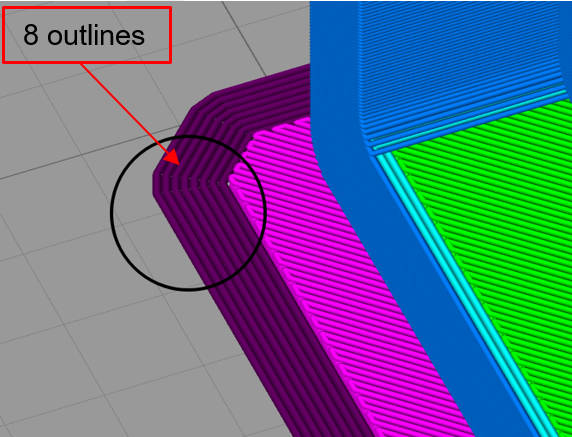
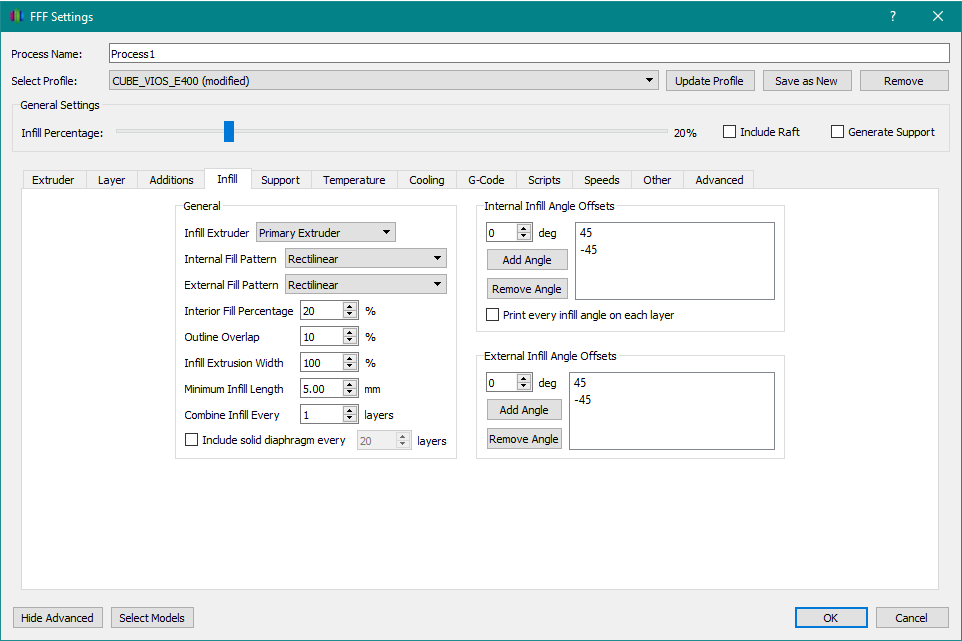
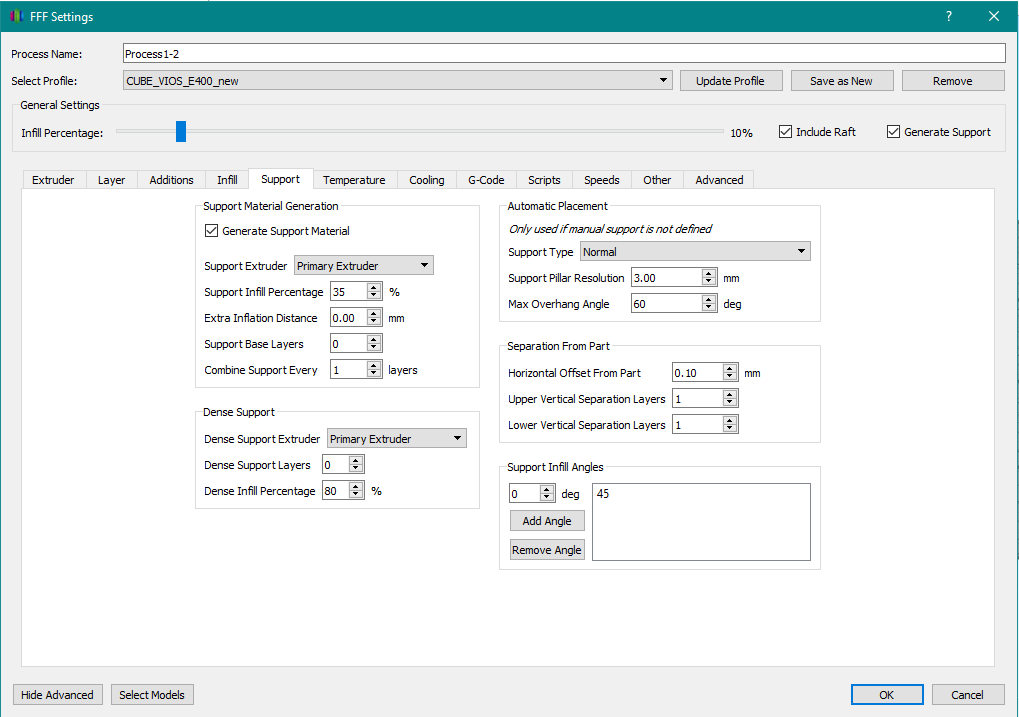
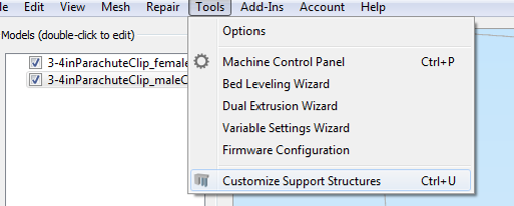
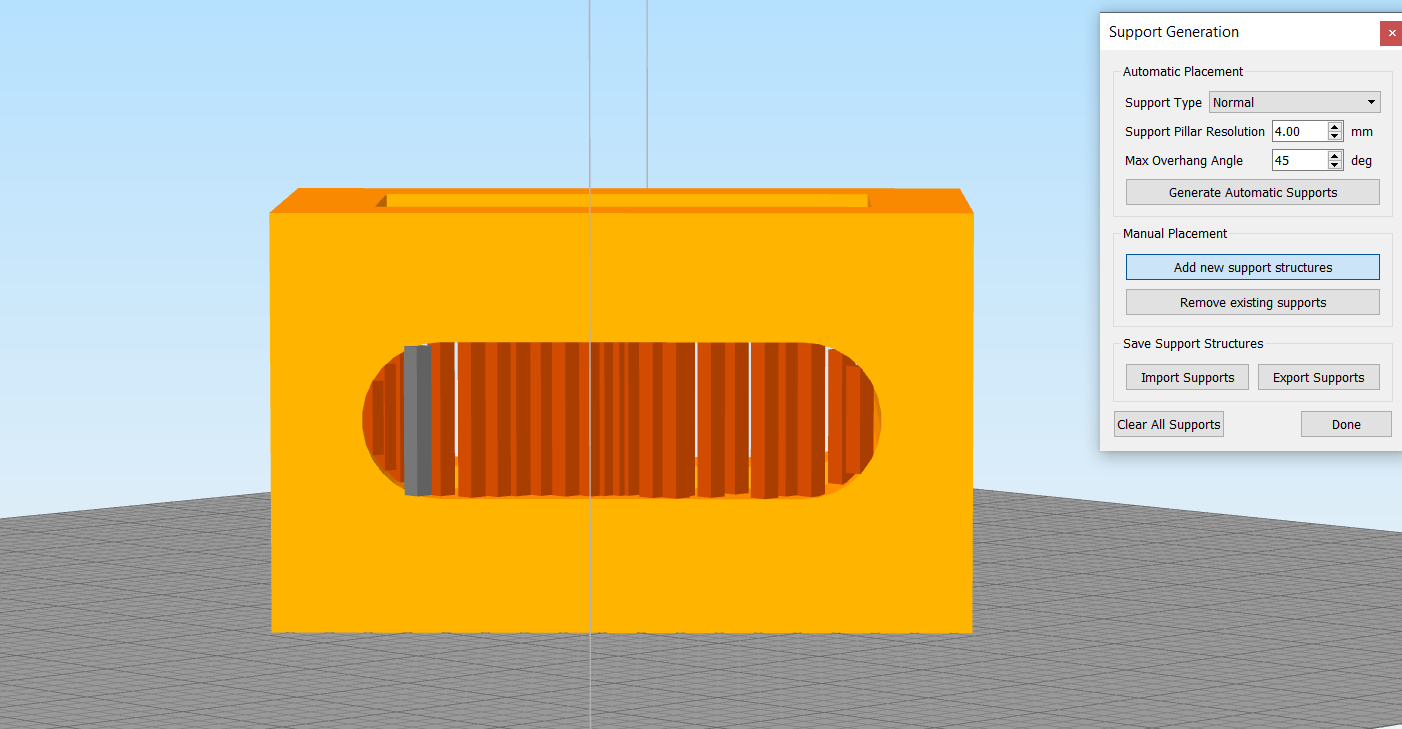
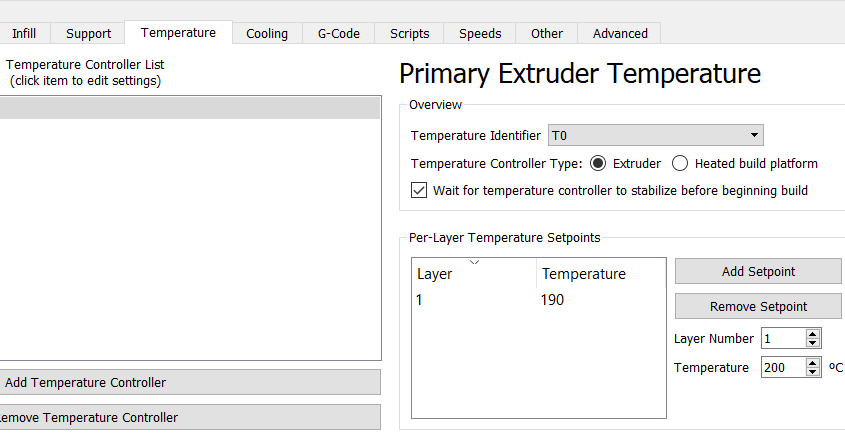
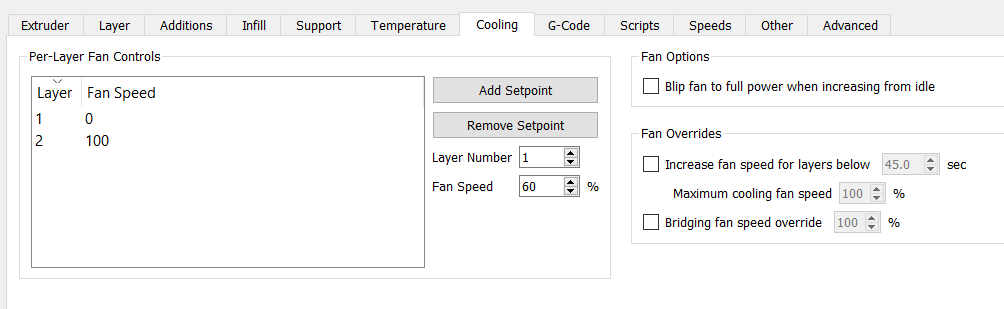
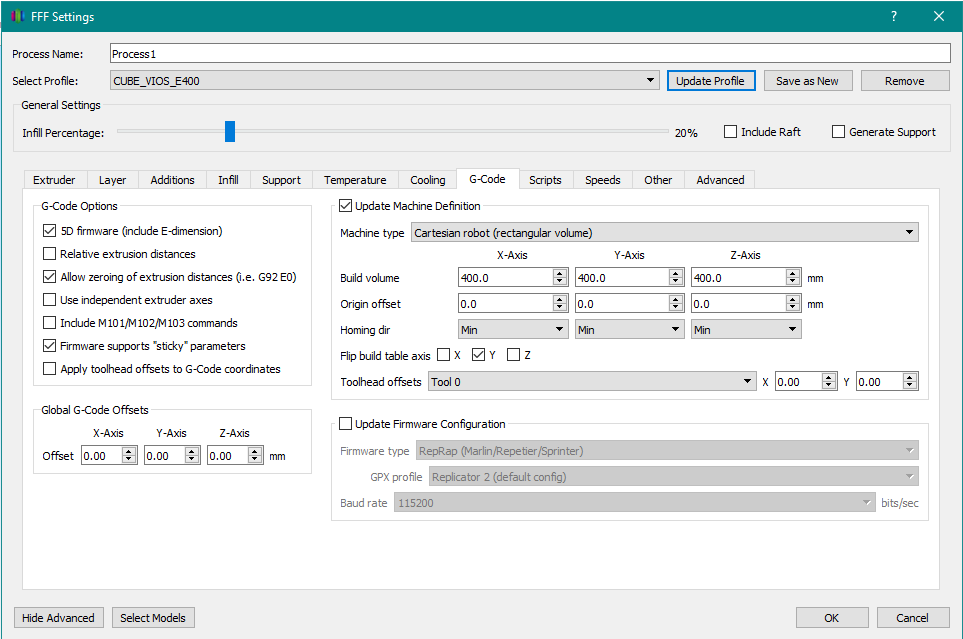
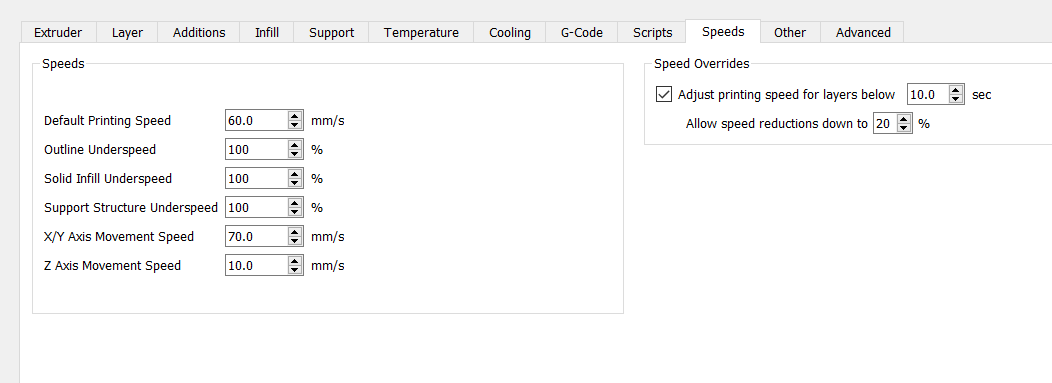
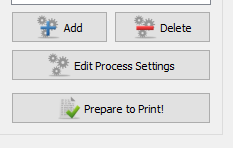
Simplify3D là phần mềm điều khiển xuất file G-code chạy máy in 3D nổi tiếng trên thế giới hiện nay. Các chức năng của phần mềm Simplify3d: + Cài đặt được nhiều thông số in + Mô phỏng chương trình in + Tính toán đường in tối ưu + Cấu trúc support ( đỡ ) vật thể thông minh + Hỗ trợ cho in nhiều đầu in, in nhiều màu + Phân tích và khắc phục các lỗi in… Dưới đây là bài viết hướng dẫn sử dụng phần mềm Simplify3D chi tiết do 3DCUBE biên soạn Link tải phần mềm và hướng dẫn cài đặt: https://drive.google.com/file/d/1CScmTk2_xH51NNSfiJpKtxudtndJWZtE/view?usp=sharing CẤU HÌNH CHO MÁY IN - FFF Mỗi máy in sẽ có 1 profile khác nhau, để thêm cấu hình cho máy in của bạn: TẠO MỘT CHƯƠNG TRÌNH IN 3DImport models (Ctr +I): Chọn file thiết kế 3D đuôi file.stl ; .obj Remove: Chọn Remove để xóa file không cần thiết đi Center and Arrange: Chọn đối tượng và bấm nút này thì đối tượng sẽ sắp xếp ra chính giữa bàn in CHỌN KÍCH THƯỚC CHO VẬT THỂ - Nháy đúp chuột vào vật thể, hộp thoại xuất hiện như hình: - Kích thước thực tế của file 3D và có thể thu phóng kích thước theo tỷ lệ % ( Scale ) -Xoay vật thể: X Rotation: Xoay vật thể một góc quanh trục X Y Rotation: Xoay vật thể một góc quanh trục Y Z Rotation: Xoay vật thể một góc quanh trục Z CÀI ĐẶT CHẾ ĐỘ INEdit Process Settings: hộp thoại xuất hiện Cái này có thể Import từ cấu hình lưu sẵn Add process : Tạo chu trình in ( một chi tiết phức tạp có thể bao gồm nhiều chu trình in Add: Thêm mới một chu trình in Delete: Xóa đi một chu trình in Edit Process Setting: Chỉnh sửa chu trình in đã chọn Prepare to Print : Sau khi chỉnh sửa xong, thì phần mềm sẽ dịch và xuất ra file G-code để máy in chạy được Nhấn “Edit Process Setting“ Cửa sổ hiện lên: Các thông số cần lưu ý : Process Name: Lưu tên các chu trình in Select Profile: Mỗi vật in sẽ có những cấu hình in khác nhau, bạn sẽ lưu lại cấu hình đó cho lần xuất code tiếp theo Thẻ Extruder+ Extruder Toolhead Index: số đầu phun: hỗ trợ tới 5 đầu phun, có 1 đầu để Tool 0 + Nozzle Diameter: đường kính đầu phun – đặt là 0.4 nếu trên máy in bạn lắp đầu in 0.4 Thay đổi khi thay đầu phun có đường kính khác. + Extrusion Multiplier: Hệ số đùn – đặt là 0.98, nếu thiếu nhựa thì tăng lên +0.1, thừa nhựa thì giảm xuống -0.1 + Extrusion width: đặt bằng đường kính đầu in hoặc tùy thuộc theo đường kính sợi nhựa sau khi đùn ra khỏi đầu in Ooze control: + Retraction Distance: Tốc độ rút ngược nhựa tránh chảy nhựa thừa tại đầu phun ( để mặc định = 4mm) + Retraction Speed: tốc độ rút nhựa của động cơ Đùn ( để mặc định =55 mm/s) Thẻ Layer + Primary layer Height: độ cao của từng lớp in của sản phẩm, siêu mịn để 0.05, đầu kim phun là 0.4mm thì tối đa chỉ để ở 0.25mm. Thường sẽ là 1/2 so với đầu kim phun. + Top Solid Layers: độ dày bề mặt trên của vật thể + Bottom Solid Layers: độ dày bề mặt đáy của vật thể + Outline: độ dày thành của vật thể Thẻ additions: +Skirt offset from Part: Khoảng cách từ vật đến đường bao quanh sản phẩm trước khi in. Đặt = 1.0 mm: đường bao quanh cách đều vật thể 1 mm +Skirt Outlines: Số lượng đường viền bao quanh vật thể. Thẻ Infill: Tạo độ rỗng – đặc bên trong vật in Thao tác nhanh bằng cách kéo bằng thanh Infill Percentage Điều chỉnh thanh 0% là in rỗng, 100% là in đặc. Với vật không cần chịu lực nhiều 3-5% Với vật cần chịu lực khoảng 20% trở lên. Thẻ Support: dùng để in ra 1 thanh đỡ cho phần nhựa trong không gian không có chỗ dựa. - Vào Tool chọn Customize Support Structure: Cửa sổ hiện lên: Support pillar resolution: Kích thước thanh chống đỡ Có thể điều chỉnh góc chống cho phù hợp với vật thể Add new support structures: chống support thủ công Remove existing supports: Xóa các thanh đỡ ở những vị trí cảm thấy không cần thiết Thẻ Temperature: Điều chỉnh nhiệt độ của đầu in -Điều chỉnh nhiệt độ theo loại nhựa đang sử dụng Thẻ Cooling: Điều chỉnh tốc độ của quạt làm mát Thẻ G-code: cài đặt các thông số của máy in + Machine type: chọn kiểu máy in + Build volume: đặt thông số hành trình của máy in Thẻ Speed:
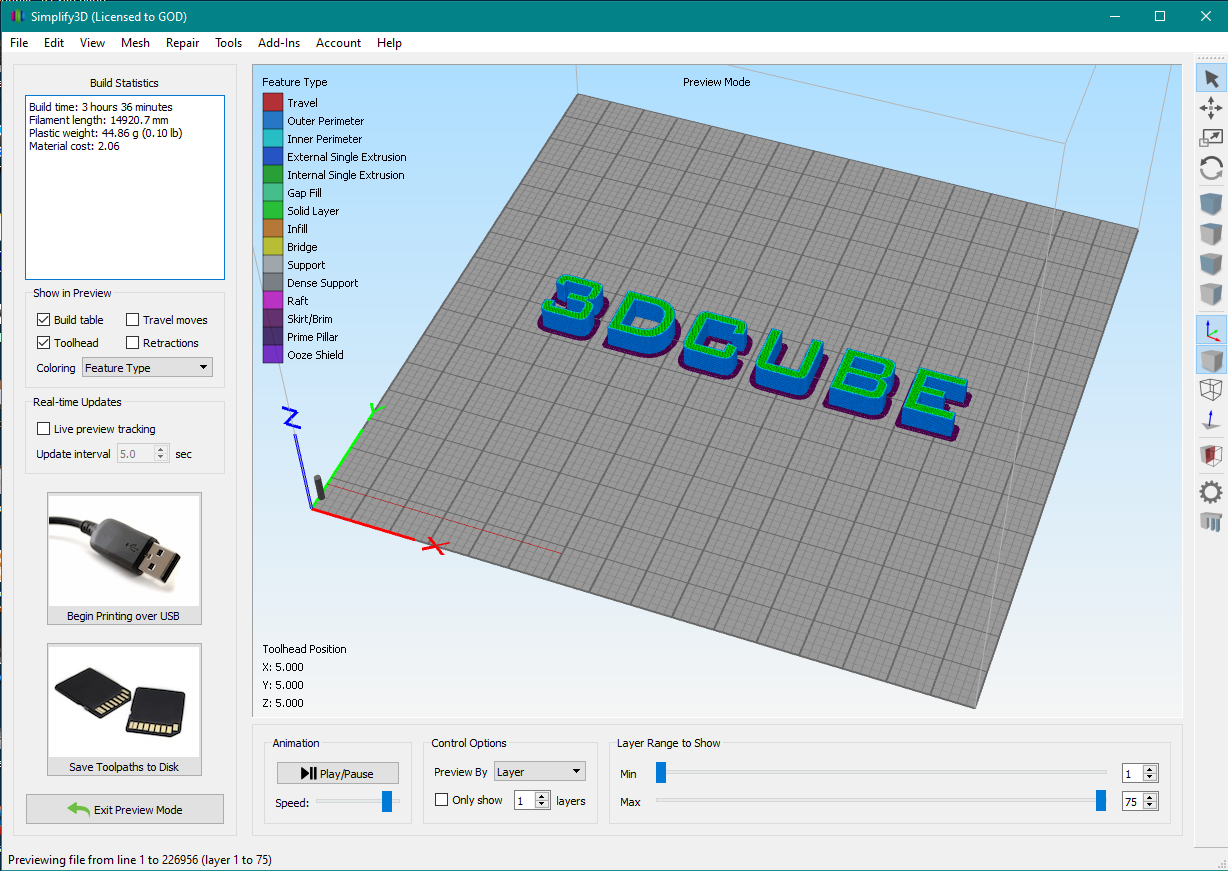
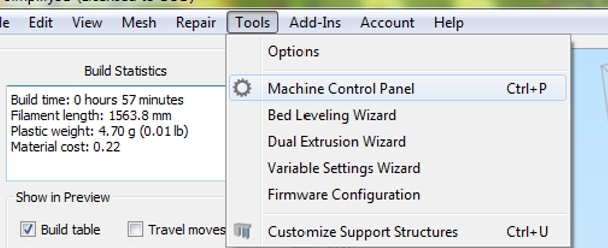
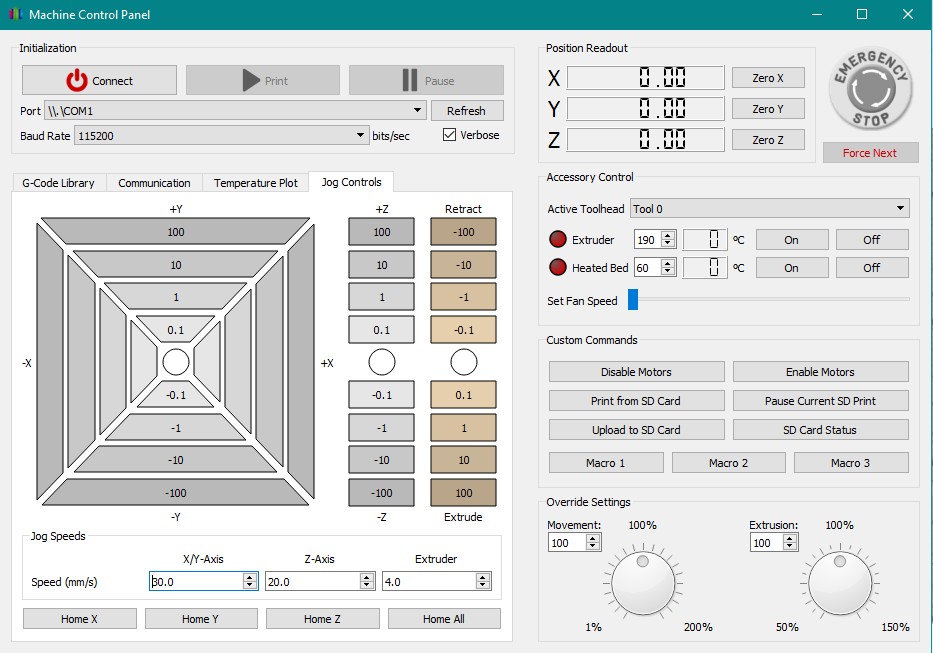
-Default printing speed: tốc độ in mặc định -X/Y Axis movement speed: tốc độ di chuyển của trục X/Y -Z Axis movement speed: tốc độ di chuyển của trục Z Các thông số khác để mặc định . CẮT LỚP VÀ XEM TRƯỚC THỜI GIAN INNhấn Prepare to Print: Phần mềm sẽ tính toán chương trình in, và mô phỏng quá trình in Cửa sổ hiện lên: -Build Statistics: Chỉ rõ thời gian in và khối lượng nhựa -Layer Range to Show: Di chuyển thanh trượt để xem từng lớp nhựa In, xem mô phỏng quá trình in và kiểm tra lại các lỗi có thể xảy ra. - Có 2 chế độ in: + In trực tiếp từ máy tính thì chọn cổng USB + In thông qua thẻ nhớ : xuất file gcode trực tiếp vào thẻ nhớ, và đưa vào máy in 3D CÔNG CỤ ĐIỀU KHIỂN: - Vào Tool -> Machine Control Panel - Bấn nút Connect để nhận máy, sau đó sử dụng các nút chức năng để điều khiển đầu kim phun. - Retract: Rút nhựa lên - Extrude: Đùn nhựa xuống - Chú ý: cần phải đủ nhiệt mới đùn được nhựa, nhiệt độ báo tại ô màu đỏ trên Extrude - Nhiệt độ định mức: 205 độ C; nhiệt độ bàn nhiệt: 60 độ C,
|





Biên soạn bởi 3DCUBE

-
Hỗ trợ chuyên nghiệp
-
Bảo hành nhanh chóng
-
Cam kết chất lượng
-
Giá thành tối ưu
CTY CỔ PHẦN THƯƠNG MẠI VÀ DỊCH VỤ IN 3D VIỆT NAM
Trụ sở chính: C11-05 KĐT Geleximco, Dương Nội, Hà Đông, Hà Nội
Chi nhánh: 85/17 Dương Thị Mười, Tân Chánh Hiệp, Quận 12, TP. HCM
033 2260 999 - 0868 359 986 - 0344 283 666
info.3dcube@gmail.com
http://3dcube.vn

Copyright ® 2019 3dcube.vn - All Rights Reseved