
Các lỗi thường gặp khi in 3D và cách khắc phục - Phần III
Trong phần 1, chúng ta đã tìm hiểu cách khắc phục các lỗi như tắc đầu đùn, vật in không bám bàn, tơ nhựa,... Trong phần 2, 3D CUBE sẽ gợi ý bạn cách xử lý khi gặp các tình trạng như: khoảng cách giữa infill và outline, khoảng trống ở góc sàn, khoảng trống giữa cách thành vật mỏng, vật thể bị biến dạng, ... Trong phần 3, chúng ta đã tìm hiểu cách khắc phục các lỗi như nhựa không đùn ra trong quá trình in, Độ đặc bên trong vật không đồng đều, Các chi tiết nhỏ không in được, Nhựa đùn ra có kích thước không đồng nhất
Nếu máy in của bạn đã đùn đúng cách vào lúc bắt đầu in, nhưng đột nhiên ngừng đùn sau đó, thường chỉ có một số nguyên nhân có thể gây ra sự cố này. Trước tiên hãy xác minh rằng bạn vẫn còn nhựa dẫn vào vòi phun. Nếu nhựa đã hết, bạn cần phải thay mới trước khi tiếp tục in. Sợi nhựa bị đứt: động cơ máy đùn liên tục quay để cố gắng đẩy nhựa vào đầu phun để máy in của bạn có thể tiếp tục đùn nhựa. Nếu bạn cố gắng in quá nhanh hoặc bạn cố ép ra quá nhiều nhựa, động cơ này có thể sẽ mài đi các sợi nhựa khiến nhựa bị đứt. Nhựa không đùn
Trình điều khiển động cơ máy đùn quá nhiệt: Cách duy nhất để giải quyết vấn đề này là tắt máy in và để thiết bị điện tử nguội đi. Bạn cũng có thể muốn thêm một quạt làm mát bổ sung nếu sự cố vẫn tiếp diễn. Xem ngay: Máy in nhựa 3D khổ lớn? Cập nhật giá máy in 3D nhựa
Giảm tốc độ in: Để thực hiện việc này, hãy nhấp vào “Chỉnh sửa Cài đặt Quy trình” (Edit Process Settings) và chọn tab Tốc độ( Speeds). Điều chỉnh “Tốc độ in mặc định”( “Default Printing Speed”), điều chỉnh trực tiếp tốc độ được sử dụng để in. Ví dụ: nếu trước đây bạn đang in ở tốc độ 3600 mm / phút (60 mm / s), hãy thử giảm giá trị đó xuống 80% để xem liệu nhựa in ra đồng đều và chắc chắn hơn hay không. Tăng chiều rộng đùn infill: Một tính năng rất mạnh mẽ khác trong Simplify3D là khả năng sửa đổi chiều rộng đùn được sử dụng để đổ đầy bộ phận của bạn. ( “Infill Extrusion Width” )được đặt theo tỷ lệ phần trăm của chiều rộng đùn thông thường. Một điều cần lưu ý khi điều chỉnh cài đặt này là phần mềm cũng phải duy trì tỷ lệ phần trăm điền mà bạn chỉ định. Xem ngay: Nên mua máy in 3D nào? Top 6 loại máy in 3D nên mua hiện nay
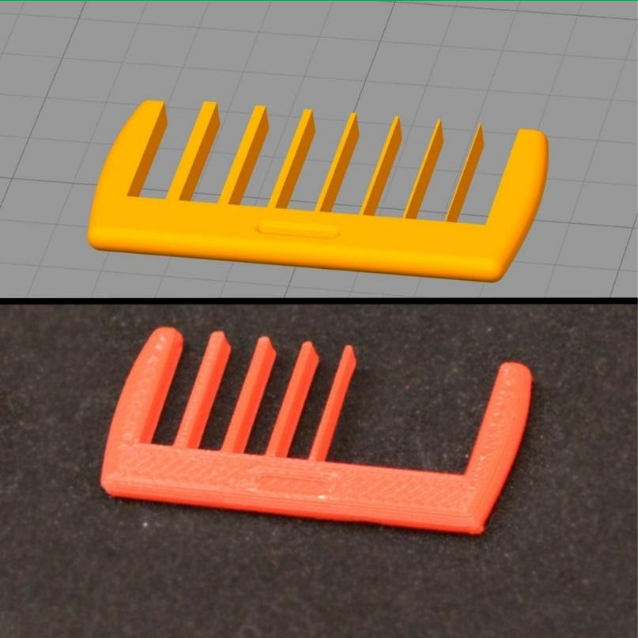
Bật tính năng in 1 lớp: Simplify3D bao gồm một chế độ in đặc biệt dành riêng cho lớp thành của vật rất mỏng và các tính năng bên ngoài. Để bật chế độ đặc biệt này, hãy nhấp vào “Chỉnh sửa Cài đặt Quy trình”( “Edit Process Settings”), chuyển đến tab Nâng cao (Advanced tab)và thay đổi loại tường mỏng bên ngoài thành “Cho phép tường ép đùn đơn”( “allow single extrusion walls”). Không in được chi tiết nhỏ
Thiết kế lại những chi tiết khó để in: chỉnh sửa mô hình 3D gốc để sửa đổi kích thước của các chi tiết năng nhỏ. Lắp vòi phun có kích thước đầu nhỏ hơn: bạn nên có một vài đầu phun với nhiều kích cỡ khác nhau để cho phép nó in các chi tiết phù hợp với mục đích sử dụng. Xem ngay: Tìm hiểu về máy in 3D bê tông, cách hoạt động như thế nào?
Sợi nhựa in 3D đang kẹt hoặc bị rối: kiểm tra ống nhựa đang cấp vào máy in của bạn. Nếu sợi nhựa bị rối, hoặc cuộn nhựa có lực cản quá lớn để quay tự do, nó sẽ ảnh hưởng đến mức độ đồng đều của sợi nhựa được đùn qua vòi phun. Bạn có thể thử làm sạch ống hoặc bôi một ít chất bôi trơn bên trong ống. Máy đùn bị tắc: sử dụng bảng điều khiển máy của Simplify3D để đùn một số nhựa từ vòi phun theo cách thủ công.Và cần phải làm sạch đầu phun. Nhựa đùn ra không đồng nhất
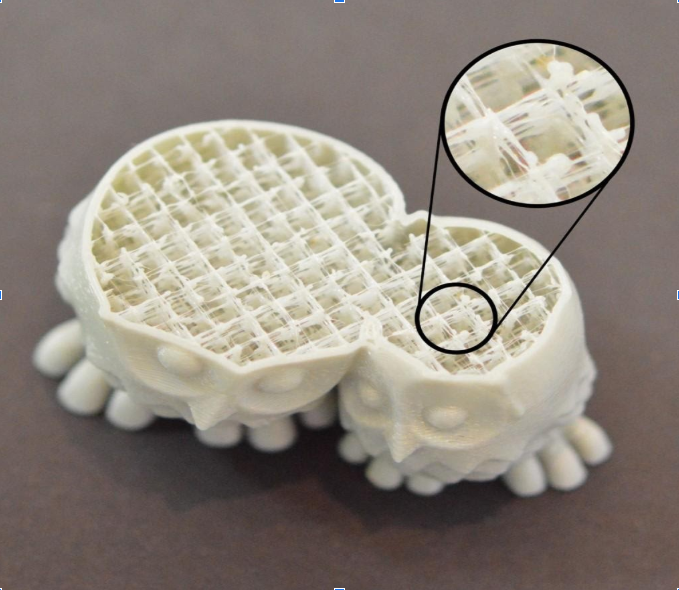
Chiều cao các lớp thấp: Kiểm tra kỹ để đảm bảo rằng bạn đang sử dụng chiều cao lớp hợp lý cho máy in của mình. Bạn có thể xem cài đặt này bằng cách nhấp vào “Chỉnh sửa Cài đặt Quy trình” và chọn tab “Lớp” (Layer). Nếu bạn đang in ở chiều cao lớp rất nhỏ, hãy thử tăng giá trị để xem sự cố có biến mất hay không. Chiều rộng không chính xác: đầu phun có đường kính đùn riêng biệt, vì vậy hãy đảm bảo bạn chọn đầu phun thích hợp để xem cài đặt cho đầu phun cụ thể đó. Theo nguyên tắc chung, chiều rộng đùn phải nằm trong khoảng 100-150% đường kính đầu phun. Nhựa chất lượng kém: nhựa chất lượng thấp có thể chứa thêm các chất phụ gia ảnh hưởng đến độ đặc của nhựa. Hãy thử đổi nhựa mới, chưa mở, chất lượng cao để xem sự cố có biến mất hay không. Các vấn đề về máy đùn cơ khí:nlò xo ép nhựa yếu dẫn đến các răng của bộ truyền động sẽ không ép đủ chặt vào sợi nhựa, điều này ảnh hưởng đến khả năng của máy đùn trong việc kiểm soát chính xác vị trí của sợi nhựa 3D CUBE tự hào là nhà phân phối đa dạng Dịch vụ in 3D. Hãy liên hệ ngay với chúng tôi để được tư vấn về công nghệ phù hợp nhất với yêu cầu của quý khách! Xem ngay: Cách sử dụng máy in 3D? Hướng dẫn sử dụng máy in 3D mới nhất THÔNG TIN LIÊN HỆ CTY CỔ PHẦN THƯƠNG MẠI VÀ DỊCH VỤ IN 3D VIỆT NAM C10-30 KĐT Geleximco Lê Trọng Tấn, Hà Đông, Hà Nội Hotline: 033 2260 999 - 0868 359 986 - 0344 283 666 Email: info.3dcube@gmail.com Website: http://3dcube.vn Fanpage: https://www.facebook.com/mayin3dviet/ https://www.facebook.com/3dcube.vnn |


-
Hỗ trợ chuyên nghiệp
-
Bảo hành nhanh chóng
-
Cam kết chất lượng
-
Giá thành tối ưu
CTY CỔ PHẦN THƯƠNG MẠI VÀ DỊCH VỤ IN 3D VIỆT NAM
Trụ sở chính: C11-05 KĐT Geleximco, Dương Nội, Hà Đông, Hà Nội
Chi nhánh: 85/17 Dương Thị Mười, Tân Chánh Hiệp, Quận 12, TP. HCM
033 2260 999 - 0868 359 986 - 0344 283 666
info.3dcube@gmail.com
http://3dcube.vn

Copyright ® 2019 3dcube.vn - All Rights Reseved